 This part started out on the bridgeport mill and then finished off with 3 wire EDM opperations.
This part started out on the bridgeport mill and then finished off with 3 wire EDM opperations.
This part started out on the bridgeport mill and then finished off with 3 wire EDM opperations.
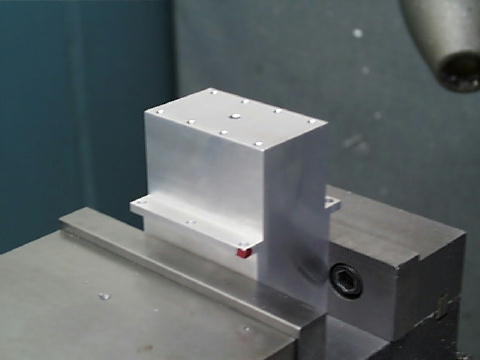
 The first two pictures show the block being squared up on the Bridgeport Mill.
The first two pictures show the block being squared up on the Bridgeport Mill.
 Once I had the outside shape done, I drilled all the holes that were required including some pilot holes
for the Wire EDM.
Once I had the outside shape done, I drilled all the holes that were required including some pilot holes
for the Wire EDM.
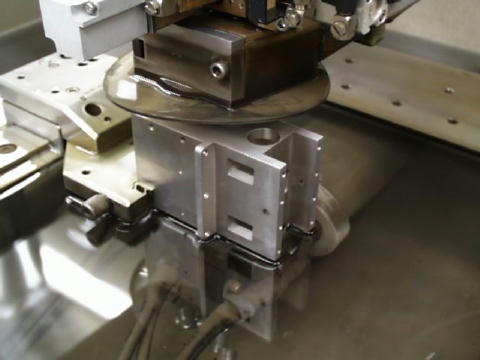
 In this opp, I drilled some more holes and milled out the slot that will hold the heart of
"Hyper Gimbal ©" Suspension.
In this opp, I drilled some more holes and milled out the slot that will hold the heart of
"Hyper Gimbal ©" Suspension.
 Finishing the pivot sleeve channel.
Finishing the pivot sleeve channel.
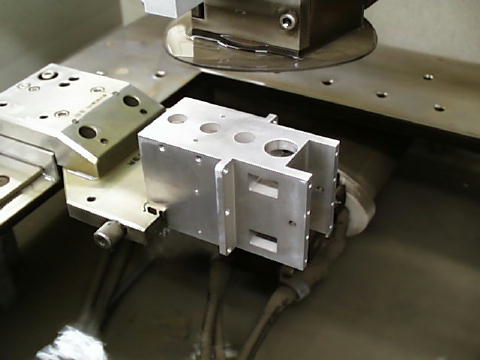
 In this opp, I bored the clearance c'bores for the U-Joints with a criterion boring head on both sides of the tranny (front/back).
In this opp, I bored the clearance c'bores for the U-Joints with a criterion boring head on both sides of the tranny (front/back).
 I started roughing out the main pocket with a pretty big drill to remove most of the material.
I started roughing out the main pocket with a pretty big drill to remove most of the material.
 I finished Roughing the pocket out with a long reach hogmill.
I finished Roughing the pocket out with a long reach hogmill.
 The final Wire EDM opp was to cut all of the bearing bores and alignment pin bores inline within .0001" to ensure
correct gear mesh.
The final Wire EDM opp was to cut all of the bearing bores and alignment pin bores inline within .0001" to ensure
correct gear mesh.
 The finished Bores, a perfect press fit for the bearings.
The finished Bores, a perfect press fit for the bearings.
 Heres the finished tranny housing ready to be black anodized.
Heres the finished tranny housing ready to be black anodized.